Полипропиленовые трубы – трубы собираемые методом диффузионной сварки при помощи фитингов: муфт, уголков, тройников и т.п. Расчетный срок службы труб из полипропилена составляет более 50 лет.
Необходимо также отметить, что заявленный производителем срок службы полипропиленовых труб — 50 лет, подразумевает, что трубопровод будет эксплуатироваться при нормальном давлении и нормальной температуре. То есть трубы могут выдерживать долгосрочные значительные давления, но температура транспортируемой жидкости при этом должна быть низкой либо, наоборот, температура жидкости может быть очень высокой, но давление при этом должно быть низким. При высоком давлении и высокой температуре срок службы трубы резко сокращается и может доходить до 1-5 лет. Для определения срока службы труб, эксплуатирующихся в экстремальных условиях, существует специальная таблица. Мы не будем приводить ее в данной книге, поскольку на бытовом уровне таких долгосрочных нагрузок в домашних трубопроводах не возникает, а кратковременные аварийные ситуации, связанные с резким скачком давления или резким скачком температуры транспортируемой жидкости, труба выдержит. Полипропиленовые трубы бывают серые, белые, черные и зеленые. Цвет, кроме черного, не означает каких-либо ограничений но применению труб. Черный цвет трубы показывает, что она наиболее защищена от ультрафиолетового излучения.
В полипропиленовых водопроводах используются неразъемные соединения, трубы собираются на сварных фитингах один раз на всегда.
Трубы из полипропилена могут быть использованы для:
- Водоснабжения домов: устройство стояков, устройство труб, присоединение труб к сетям водоснабжения из металлических труб - Отопления дома : устройство стояков отопления. Устройство труб от отопления, подключения к котельной установке, присоединение к металлическим радиаторам.
Длительный срок службы труб из полипропилена позволяет использовать их для прокладки всех видов трубопроводов:
- открытая прокладка; - прокладка по стене; - закрытая прокладка;
Трубы из полипропилена делятся на 4 категории:
-PN 10 – тонкостенный вариант, для холодного водоснабжения (до +20°С) и теплых полов (до 45° С), номинальное рабочее давление 1 МПа (10,2 кг/см/2) ;
- PN 16 — разводка холодной воды повышенного давления и трубопроводы центрального отопления пониженного давления;
- PN 20 – универсальная труба применяется, для холодного и горячего водоснабжения (температура до +80°С), номинальное давление 2 МПа (20.4 кг/см2);
- PN 25 — армированные алюминиевой фольгой, для горячего водоснабжения и центрального отопления (до +95°С), номинальное давление 2,5 МПа (25,49 кг/см-).
В отличие от металлопластиковых труб прослойка из алюминия в этих трубах находится ближе к внешней стороне и на ней, чаще всего, сделана перфорация, что позволяет не применять клей для скрепления слоев трубы. Соединение внешнего и внутреннего слоя полипропилена между собой либо с алюминиевой прослойкой происходит через перфорированные отверстия, которые, в свою очередь, у различных фирм-производителей могут быть сквозными или поверхностны лги. Непосредственное соединение полипропилена с алюминием значительно повышает стабильность и прочность труб.
Благодаря такому соединению трубы PN 25 имеют более тонкие стенки, чем обычные полипропиленовые грубы и позволяют обеспечивать больший расход жидкости.
Предназначены для специального использования — главным образом, в отопительных трубопроводах, а также в трубопроводах горячего водоснабжения, но могут применяться и для систем холодного водоснабжения.
А также позволяют осуществлять подключение полипропиленового трубопровода к металлическому. Трубы экологически чисты и с успехом применяются в трубопроводах холодного и горячего водоснабжения и отопления. Благодаря фитингам с хромированными и латунными вставками трубы легко комбинируются с имеющейся стальной арматурой и сантехническими приборами.
Фитинги применяемые для соединения полипропиленовых труб:
Применяются для соединения 2-х и более полипропиленовых труб.
Основные типоразмеры: 16 х ½, 20 х ½, 20 х ¾, 25 х 1, 32 х 1 и т.д.
Сварка (пайка) полипропиленовых труб.
Для сварки труб диаметром до 63 мм преимущественным типом соединения является раструбная или муфтовая сварка. При этом соединение двух труб происходит при помощи третьей детали — муфты, а создание резьбовых и других стыковочных узлов происходит при помощи фитингов, имеющих раструб.
Для сварки труб диаметром выше 63 мм рекомендуется стыковая сварка, как не требующая дополни тельных деталей и самая надежная. При наличии фитингов соответствующего диаметра допускается муфтовая сварка. Рекомендуемый вид разборного соединения для диаметров более 63-го — фланцевый стык. Это более сложный вариант соединения полипропиленовых труб, требующий профессионального оборудования и мастерства, поэтому этот вариант в данной статье упускается.
Раструбная сварка.
При сварке труб диаметрами до 40 мм можно использовать ручной сварочный аппарат, при сварке труб диаметрами более 40 мм рекомендуется применять аппараты с центрирующими приспособлениями. При использовании центрирующих приспособлений следует руководствоваться инструкциями по их эксплуатации.
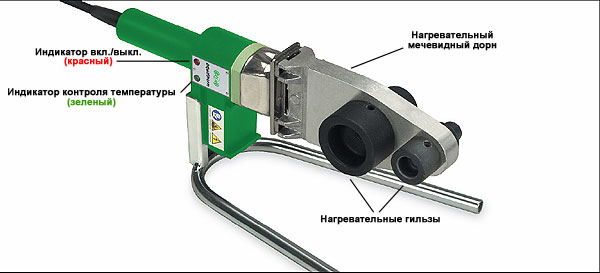
Для соединения полипропиленовых деталей трубопроводов используют сварочные аппараты со специальными насадками .
Рис.1. Сварочный аппарат для сварки полипропиленовых труб.
Нагревательные элементы (насадки) представляют собой гильзу для оплавления наружной поверхности конца трубы и дорн для оплавления внутренней поверхности раструба соединительной детали. Стандартные насадки покрыты антипригарным материалом — тефлоном, и имеют диаметры от 16 до 40 мм. В процессе работы необходимо следить за чистотой и целостностью тефлонового покрытия. После каждого эпизода сварки, пока они еще горячие, насадки очищаются брезентовой ветошыо или деревянными скребками. В холодном состоянии очистка насадок от налипшего слоя пластмассы недопустима.
Рис.2. Насадки для сварки полипропиленовых труб диаметром 20, 40, 32, 40, 50, 63.
Сварочный аппарат устанавливают на ровной поверхности и закрепляют на нем с помощью специальных ключей сменные нагреватели необходимого размера. Желательно установить весь необходимый набор насадок (см. рис. 3) на посадочные места аппарата до нагрева аппарата.
Рис.3. сварочный аппарат до нагрева с установленными насадками для сварки полипропиленовых труб.
С точки зрения равномерности нагрева место расположения насадки на нагревателе не имеет значения. Поэтому насадки ставят так, как удобно для монтажа. Ближе к концу ставят насадки, необходимые для работы на стене, то есть на монтируемой ветви трубопровода.
Качество соединений напрямую за висит от удобства выполнения технологических приемов, поэтому все фрагменты трубопровода, которые можно монтировать на стационарно установленном аппарате (на подставке), лучше собирать отдельно. Сварку «на стене», особенно в неудобных местах, желательно производить с помощником.
На аппарате устанавливают температуру сварки для полипропиленовых труб — 260 ° С и 220°С для полиэтеленовых).
В зависимости от температуры окружающей среды нагрев длится 10-15 минут.
Рабочая температура на поверхности нагревательных пластин достигается автоматически. Сварку полипропиленовых труб и фитингов, запрещается производить при температуре ниже 0°С. Температура воздуха при сварке имеет очень важное значение. Так время сварки необходимо увеличивать при низкой температуре воздуха и уменьшать в условиях жары.
Общее правило раструбной сварки:
Внутренний диаметр неразогретого фитинга должен быть чуть меньше наружного диаметра трубы.
Первую сварку рекомендуется производить через 5 минут после нагрева сварочного аппарата. После каждого использования сварочный аппарат нужно очистить от остатка пластмассы.
Раструбная сварка пластмассовых деталей друг с другом производится следующим образом.
1. Ножницами или труборезом обрезать трубу под прямым углом.
2. Конец трубы и раструб фитинга при необходимости очистить от пыли и грязи, обезжирить спиртом или мыльной водой и затем просушить.
При сварке труб PN 10 и PN 20 на этом этапе ничего больше делать не нужно.
При сварке армированных труб PN 25 специальным инструментом шейвером с трубы снимают два верхних слоя из полипропилена и алюминия. Размер раструба фитинга сделан таким образом, что в него может войти труба только с удаленными верхними слоями. Глубину зачистки выполняют по упору инструмента, определяющего глубину сварки.
Рис.5. Шейвер
Рис.6. Обработка трубы шейвером.
3. На трубу нанести метку на расстоянии, равном глубине раструба плюс 2 мм. Если использовать грубы, фитинги и инструмент от одного производителя, то, чаще всего, никакими вычислениями заниматься не нужно. Шейвер (рис. 2) снимает верхние слои трубы ровно на глубину сварки, а размеры нагревательных насадок таковы, что вставить в них трубу на глубину больше чем требуется, невозможно.
4. Поместить соединяемые детали на соответствующие насадки: трубу вставить в гильзу до отметки, обозначающую глубину сварки, а раструб фитинга надеть на дорн.
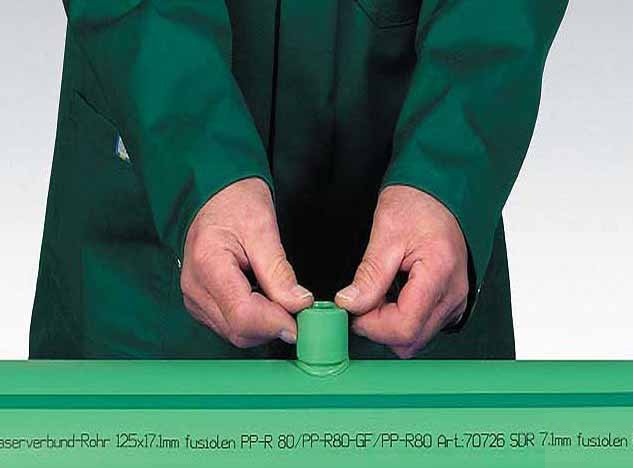
5. Выдержать время нагрева (см. таблицу 1), после чего снять детали с аппарата и соединить их друт с другом, не проворачивая детали по оси. Сварочные фитинги необходимо соединять с трубой быстрым уверенным движением, соблюдая соосность трубы и муфты. Соединение трубы и фитинга должно происходить на ту глубину, которая определена границей внутри раструба фитинга.
6. После сварки необходимо выдержать время охлаждения, особенно для труб с тонкими стенками. Поворот и изгибание (деформации) во время остывания недопустимы. Соединение с неудачной соосностью или углом взаимного расположения фитингов подлежит только одному способу исправления — неправильно соединенный фитинг вырезается- Надо быть особенно внимательным при сварке элементов, для которых важно позиционное положение — утолки, тройники, шаровые крапы. Последние надо вварить так, чтобы ручка могла свободно перемещаться во все положения.
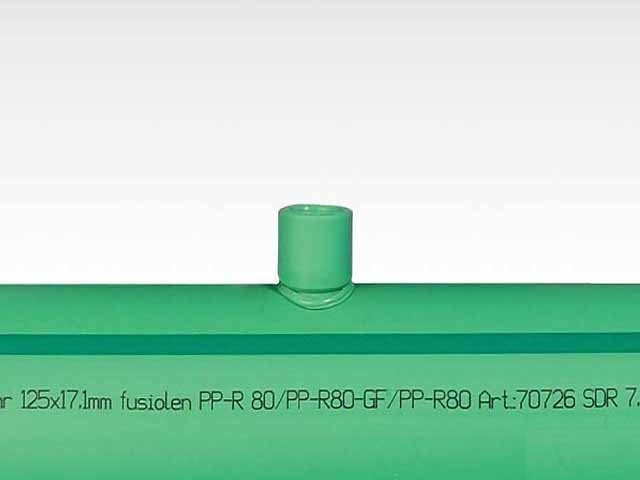
Если Вы паяете (свариваете) полипропиленовые трубы в первый раз можетет разрезать первое соединение для проверки, должно получиться вот так вот:
Сварочный аппарат должен быть постоянно включен в течение всего процесса сварки. Нагрев начинается одновременно для двух деталей.
При недогреве возникает возможность того, что детали не достигнут температуры вязкой пластичности. При этом соединение будет ненадежным и диффузия материала может не произойти.
При перегреве возникает возможность потери устойчивости формы, адгезия (липкость) материала будет чрезмерная. Трубу невозможно будет ввести в фитинг, а при увеличении усилия края трубы подогнутся внутрь или сомнутся. Соединение будет с заужением. Налипание материала на фитингах говорит либо о плохом качестве тефлонового покрытия насадок сварочного аппарата, либо о перегреве пластмассы при сварке.
Подробный процесс сварки (пайки) полипропиленовых труб смотрите на видео:
Подробный процесс сварки (пайки) армированных полипропиленовых труб смотрите на видео:
Внешний вид сварных соединений должен удовлетворять следующим требованиям:
- Нарушение соосности труб более чем на толщину их стенки не допускается; - Наружная поверхность соединительной детали, сваренной с трубой не должна иметь трещин, складок и других дефектов, вызванных перегревом; - У кромки раструба соединительной детали, сваренной с трубой, должен быть виден сплошной по всей окружности валик оплавленного материала, выступающий за торцевую поверхность соединительной детали.
Инструкция по сварке вварных седел.
Вварные седла применяются для монтажа последующих ответвлений от трубопровода, при ремонте существующих систем/
Сначала необходимо просверлить стенку пластиковой трубы сверлом Фузиотерм.
При применении комбинированных труб Штаби следует удалить оставшийся на просверленном отверстии алюминий с помощью инструмента для снятия фаски Фузиотерм.
Рис.1. просверливание отверстия в стенке трубы.
Сварочный прибор / инструмент для вварного седла должен достичь требуемой рабочей температуры 260°С.
Свариваемые поверхности должны быть чистыми и сухими.
Рис.2. Установка сварочного аппарата;
Нагревательный штуцер инструмента для вварного седла вставляется в отверстие в стенке пластиковой трубы до тех пор, пока инструмент не достигнет полностью наружной стенки трубы. Затем штуцер вварного седла вставляется в нагревательную гильзу до тех пор, пока поверхность седла не достигнет свода инструмента. Время нагрева элементов составляет 30 сек.
Рис.3. Нагревание трубы и седла.
После извлечения сварочного прибора штуцер вварного седла быстро вставляется в нагретое отверстие. Затем седло следует точно и плотно, не вращая, прижать к нагретой наружной поверхности пластиковой трубы.
Рис.4. Установка вварного седла;
Вварное седло неподвижно фиксируется на трубе в течение 15 сек. После 10 минут остывания соединение можно подвергать полной нагрузке. Соответствующая труба ответвления вваривается в муфту обычным способом.
Рис.5. Готовое вварное седло.
Примеры готовых трубопроводов из полипропилена сваренных раструбной сваркой:
Простейший пример труб из полипропилена в ванной комнате :
Простейший пример полипропиленовых труб из туалета в ванную комнату) Обратите внимание трубопровод из полипропилена съемный)
Разводка труб из полипропилена (более сложный вариант), все трубы обернуты в теплоизоляцию для предотвращения образования конденсата для холодной воды, и уменьшения тепло потерь для горячей).

 HASH(0x2e8dc08)
HASH(0x2e8dc08)



























 (0)
(0)

 Круто всё сказано и подробно.
Круто всё сказано и подробно.